

Guía técnica de flexografía híbrida: integración digital, automatización y eficiencia en impresión

Tabla de contenido
¿Qué es la flexografía híbrida y por qué se habla de impresión flexo-digital?
¿Cómo funciona la flexografía híbrida? El flujo de producción
Datos variables y codificación: el “superpoder” digital dentro del flujo flexo
Cómo elegir entre arquitecturas híbridas en un portafolio real
Ventajas y desventajas de la flexografía híbrida en producción industrial
Buenas prácticas para implementar impresión flexo-digital con éxito
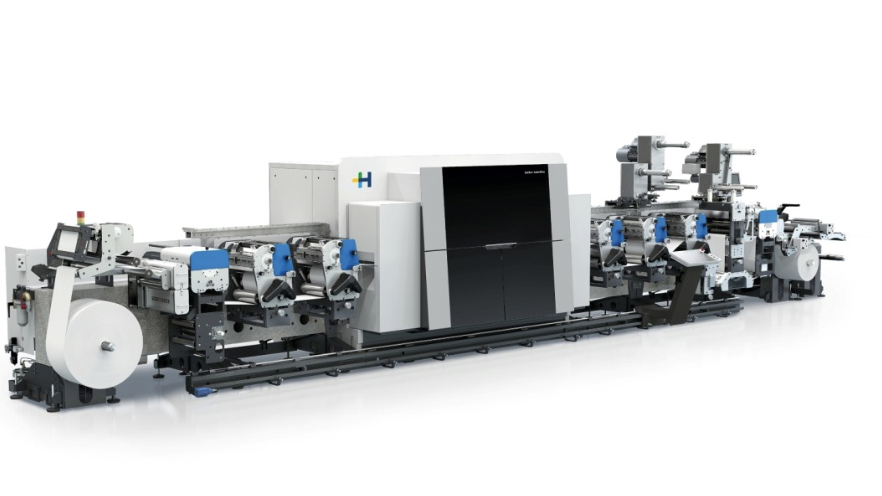
La flexografía híbrida (también llamada impresión flexo-digital) representa una modalidad de producción cada vez más estratégica para convertidores de etiquetas y empaques que operan en entornos industriales y necesitan ganar agilidad sin renunciar a la robustez y a los acabados de la flexografía. En la práctica, “híbrido” significa integrar inkjet industrial (módulos digitales de inyección de tinta) con estaciones analógicas (flexo, serigrafía, barnizado, laminación, troquelado, etc.) dentro de un flujo continuo en línea, desde el rollo sin imprimir hasta el producto convertido.
En el portafolio de Grupo SG, esta convergencia se ilustra con dos enfoques complementarios: por un lado, plataformas híbridas UV de altas prestaciones como laGallus One; por otro, soluciones híbridas acuosas como ArrowJet Aqua 330R Hybrid, orientadas a productividad, datos variables y compatibilidad con materiales sensibles al calor. Sobre ellas hablamos más a fondo en otra parte del artículo.
¿Qué es la flexografía híbrida y por qué se habla de impresión flexo-digital?
En términos operativos, una prensa híbrida combina la versatilidad de la impresión digital inkjet con la productividad y los acabados en línea típicos de la flexografía. Entre ellos está la impresión de sólidos/spot, blancos (por flexo o digital), barnices, laminaciones, efectos especiales y troquelado (rotativo o semirrotativo). Todo esto tiene el objetivo de producir etiquetas y empaques complejos “en una sola pasada”.
Conceptos clave de la impresión flexo con tecnología inkjet
Comprender la flexografía híbrida requiere dominar dos bloques técnicos (flexo e inkjet) y, sobre todo, el “tercer bloque” que los une: el control, la sincronización y los datos.
Flexografía como base productiva en etiquetas y empaques
La flexografía es un proceso de relieve: una plancha flexible (caucho o fotopolímero) transfiere tinta al sustrato en una configuración rotativa y de alimentación en banda (web). Conceptualmente, su fortaleza histórica está en la capacidad de imprimir sobre múltiples sustratos (papeles, films, materiales sintéticos) y mantener altas velocidades con buena estabilidad cuando el proceso está bien controlado.
En híbrido, las estaciones flexo suelen reservarse para lo que hacen mejor: sólidos, colores directos, blancos de alta opacidad, primers, barnices y recubrimientos funcionales. Además, sirven como plataforma física para finishing en línea.
Inkjet industrial: por qué “industrial” no es solo “digital”
El inkjet industrial (inkjet “de producción”) se caracteriza por operar con cabezales diseñados para ciclos intensivos. También se diferencia por integrar subsistemas de mantenimiento automático, gestión de tinta, control térmico y, cuando aplica, curado/secado en ingeniería de máquina. En prensas híbridas UV, por ejemplo, es típico el uso de tecnologías drop-on-demand y estrategias de compensación/inspección para sostener uniformidad y evitar defectos como banding por boquillas. (Recomendamos leer: Gran formato y exteriores: cómo elegir la impresora Inkjet adecuada.)
En el caso de plataformas basadas en Memjet DuraFlex, el concepto industrial se expresa en resolución alta (hasta 1600×1600 dpi), gotas pequeñas (referencias del fabricante indican 2.1 pL), vida útil del sistema/cabezal y funciones como redundancia en inyección.
El flujo de producción de la flexografía híbrida.
La integración de los atributos anteriormente enumerados redefine el flujo de producción por tres motivos principales:
Reduce la penalización de preparación asociada a trabajos cortos y medianos (muchos SKUs, versiones y cambios frecuentes de arte), al permitir que la parte digital aporte flexibilidad y que la parte analógica aporte rendimiento y valor agregado en finishing.
Habilita datos variables (VDP) a velocidad de producción: numeración secuencial, lotes y fechas, serialización. También comprende QR/DataMatrix, microtextos y variantes de diseño sin necesidad de re-hacer planchas, lo cual es clave en trazabilidad y campañas dinámicas, especialmente en etiquetas.
Vuelve más “corto” el camino desde el archivo hasta el rollo terminado: control central de módulos, calificación de sustratos, control de registro entre tecnologías y (en equipos avanzados) estrategias de inspección/corrección en línea para sostener la calidad y la repetibilidad.

La maquinaria Gallus ofrece una amplia gama de tamaños de cilindros de impresión, desde 8" hasta 25".
¿Cómo funciona la flexografía híbrida? El flujo de producción
Al igual que otras tecnologías industriales, la flexografía híbrida se entiende mejor si se separa por etapas: preprensa, prensa y postprensa/acabado. Hay que considerar el matiz de que, en híbrido, muchas funciones de “post” pueden quedar resueltas en línea.
Preprensa en impresión flexo-digital: archivo, separaciones, VDP y DFE
La preprensa en un flujo flexo-digital suele comenzar con lo “obvio” (PDF, overprints, trapping, perfiles, tipografías), pero su complejidad real aparece cuando conviven:
La separación de color (por ejemplo, CMYKOGV, blancos, barnices), la gestión de spot/brand colors y la necesidad de mantener consistencia entre lo que imprimirá flexo (spot/sólidos/recubrimientos) y lo que imprimirá el motor inkjet (proceso y/o gamut extendido).
Los flujos de datos variables (serialización, códigos 2D, versionado) que deben integrarse sin romper la imposición, la repetición ni la lógica de troquelado/corte.
El papel del DFE/RIP como traductor industrial: colas de impresión, calibración, control de calidad y, en ciertas plataformas, automatización del flujo y reducción de “puntos de contacto”. En ecosistemas asociados a Prinect, la integración se plantea como preparación eficiente de datos, colas y control de producción para soportar tirajes cortos y VDP.
Prensa: estaciones analógicas y módulo digital en una misma banda
En la etapa de prensa, el trabajo no consiste únicamente en “imprimir”. En cambio, consiste en mantener un equilibrio entre tres variables que se afectan mutuamente:
El comportamiento del web: tensión, guiado, alineación lateral, empalmes (splicing) y estabilidad dimensional del sustrato a través de estaciones analógicas y digitales.
La compatibilidad tinta-sustrato: adhesión, humedad, dot gain, curado/secado, resistencia al roce y cumplimiento normativo según la aplicación (como en alimentos/cosmética).
El registro entre tecnologías: fase y repetición en flexo versus posicionamiento de gota/píxel en inkjet; control de marcas (black mark), sensores de gap, cámaras y algoritmos de compensación.
En plataformas como Labelfire 340 se enfatiza la idea de combinar impresión UV inkjet con módulos convencionales (incluyendo flexo y serigrafía) y finishing en línea, con velocidad de producción reportada de hasta 70 m/min y resolución nativa 1200×1200 dpi.
En plataformas acuosas como Aqua 330R, la lógica se orienta a alta resolución y productividad con inks pigmentadas base agua; los datos del fabricante muestran escalones de velocidad/ resolución (por ejemplo 1600×1600 dpi a 90 ft/min, y menores resoluciones a velocidades superiores), junto con control de web y opciones como secado NIR.

La maquinaria para flexografía híbrida tiene la capacidad de imprimir variaciones de texto, numeración, códigos 2D y versiones de arte.
Postprensa y acabado: cuando “post” se integra en línea
En híbrido, gran parte del “acabado” se mueve al interior de la prensa. Ahí se considera el barnizado, laminación, cold foil, troquelado semirrotativo; slit y rewind pueden ejecutarse sin sacar el rollo de la línea. Todo esto impacta el desperdicio por manipulación intermedia.
En control de calidad se observan dos tendencias: inspección en línea (cámaras/visión) para detectar defectos y sistemas de compensación/corrección asociados al motor digital para mitigar artefactos por boquillas y mantener uniformidad.
Datos variables y codificación: el “superpoder” digital dentro del flujo flexo
En impresión flexo-digital, el tratamiento de datos variables no es un “extra”; es parte del valor económico. La capacidad de imprimir variaciones de texto, numeración, códigos 2D y versiones de arte es uno de los motivos por los que el híbrido compite especialmente bien en tirajes cortos/medios y portafolios con alta rotación de SKUs.
Si el caso de uso involucra códigos 2D de estándares globales (por ejemplo, GS1 DataMatrix), la exigencia técnica no se limita a “generar el símbolo”. Además, incluye tamaño módulo/X-dimension, contraste, quiet zone y consistencia de impresión para legibilidad y verificación.
En híbrido, una lectura útil para la planta es esta: la parte “digital” no solo agrega color. En cambio, agrega variabilidad controlada a la velocidad, lo cual cambia la planificación, el costo y la lógica de inventario de etiquetas preimpresas.
Integración y control en inkjet industrial: sincronización, registro y compatibilidad de sustratos y tintas
La pregunta técnica central no es si la flexografía y el inkjet “pueden” coexistir; es cómo se hace para que trabajen como un solo sistema con respecto al control.
Sincronización: tensión, guiado y estabilidad del web
La sincronización empieza en web handling. En impresión en banda, mantener tensión estable reduce scrap y habilita velocidades mayores con menos defectos; por eso, muchas líneas avanzadas incorporan control de tensión multi-tramo, guiado de borde y estrategias de automatización.
En equipos orientados a productividad, también aparecen elementos “de planta” que afectan directamente el rendimiento: estaciones de empalme en línea para minimizar paros, guías de borde automatizadas y control consistente de unwind/rewind.
Registro flexo-digital: de “cruces” a control entre tecnologías
En impresión flexo-digital, el registro deja de ser solo “superposición de colores flexo”. Ahora hay que alinear:
La repetición mecánica (cliché/cilindro) y los ajustes de fase típicos de flexo.
El posicionamiento del motor inkjet (drop placement) y el stitching entre cabezales cuando aplica (un tema crítico en uniformidad y ausencia de banding).
En Aqua 330R Hybrid, el propio material técnico del fabricante ilustra mecanismos típicos: sensores (gap/black mark) para registro sobre etiquetas pre-troqueladas o preimpresas, como parte de la arquitectura de control.
En Labelfire 340, se describe una combinación de detección por cámara y algoritmos para compensación de boquillas y mitigación de defectos (líneas claras/oscuras, ghosting), lo cual ataca una fuente frecuente de reclamaciones en entornos inkjet.
Compatibilidad de sustratos y tintas: UV inkjet vs base agua pigmentada
En híbrido, la compatibilidad no se puede resumir en “imprime sobre más sustratos”; hay que diferenciar química de tinta y energía de secado/curado.
En UV inkjet, el atractivo industrial incluye curado rápido y robustez sobre sustratos no porosos; fuentes técnicas señalan como ventaja la capacidad de “secado/curado instantáneo” (sin penetración de solventes) y productividad asociada. Sin embargo, en aplicaciones sensibles (por ejemplo, empaques de alimentos), se discuten riesgos potenciales de migración asociados a fotoiniciadores y a curado incompleto, lo que empuja el uso de formulaciones low-migration y controles estrictos de proceso en función del uso final.
Maquinaria para flexografía híbrida
A continuación, ahondamos en dos maquinarias disponibles por Grupo SG.
Gallus Labelfire 340: híbrido UV para productividad y finishing avanzado
La Labelfire 340 se plantea como un sistema de producción híbrido que une tecnología UV inkjet drop-on-demand (desarrollada en colaboración con proveedores de cabezales/tecnología) y módulos convencionales basados en la plataforma de banda estrecha ECS. Su propuesta clave es “del archivo a la etiqueta terminada” con impresión, acabados y troquelado en línea.
Su documentación técnica destaca su resolución nativa 1200×1200 dpi, velocidad hasta 70 m/min y un diseño de trayectoria de banda corta (1.1 m de web path) orientado a reducir desperdicio de arranque y sostener rentabilidad.Para un entorno técnico, tres elementos hacen especialmente “híbrida” a esta plataforma:
La integración de módulos convencionales para primer, sólidos, efectos de seguridad, cold foil, barniz y laminación sin interrumpir producción, además de la posibilidad de incorporar blancos o efectos por flexo/serigrafía incluso antes de la impresión digital y agregar spot inks.
La presencia de unidades de embellishment digitales (como DEU) descritas para aplicar efectos mate/brillante y recubrimientos localizados/táctiles con variación de espesor, reduciendo tooling y tiempos de set-up en comparación con soluciones convencionales de algunos efectos. Tiene un enfoque de control e integración con flujo digital (DFE) para colas, preparación de datos, gestión de color y soporte para versionado/VDP como parte del modelo de operación.

ArrowJet Aqua 330R Hybrid: híbrido acuoso con flexo en línea para barniz y flujo ágil
La Aqua 330R Hybrid se ubica en un enfoque distinto. Cuenta con alta resolución y productividad basada en inkjet acuoso pigmentado (ecosistema DuraFlex), con opción de estación flexo en línea orientada a barnizado, para imprimir y barnizar en una pasada.
Tiene una resolución de hasta 1600×1600 dpi y escalones de velocidad/ resolución (90 ft/min con 1600×1600; 150 ft/min con 1600×954; 195 ft/min con 1600×640). En términos de ingeniería de producción, esto le permite a planta “decidir” calidad/throughput por tipo de trabajo: microtexto y códigos 2D exigirán el escalón alto; grandes volúmenes promocionales pueden aceptar resoluciones menores con mayor velocidad.
En sustratos, es de anchos típicos (330 mm media; 324 mm impresión), diámetro de rollo (500 mm) y compatibilidad con papeles recubiertos y films/sintéticos (PP, PET, PVC, BOPP, Mylar, Tyvek), además de rangos de espesor (0.05–0.35 mm). Este rango es relevante para convertidores que alternan entre etiquetas y ciertas aplicaciones de empaque flexible en banda estrecha.
En control de proceso, se usan componentes habituales de productividad: guía de borde automatizada, estación de empalme en línea y sensores de registro (black mark / gap), todos alineados con el objetivo de reducir desperdicio y sostener calidad a alta velocidad.
Cómo elegir entre arquitecturas híbridas en un portafolio real
En términos prácticos, el punto no es “cuál es mejor”, sino qué arquitectura encaja con su matriz de trabajos:
Si su mix requiere acabados premium complejos (cold foil, laminaciones, efectos táctiles, múltiples estaciones) y un modelo híbrido altamente integrado con control/compensación avanzada, una plataforma UV híbrida de clase industrial tiende a ser coherente con ese objetivo.
Si su prioridad es agilidad para múltiples SKUs, datos variables, una química acuosa pigmentada y un enfoque híper pragmático (imprimir + barnizar en línea, con buena compatibilidad de materiales y escalado por módulos), una arquitectura como Aqua 330R Hybrid puede ser más directa de desplegar como “columna de producción” para tirajes cortos/medios con alta rotación.
Ventajas y desventajas de la flexografía híbrida en producción industrial
La flexografía híbrida permite producir etiquetas completas en una sola pasada, integrando impresión y acabados, lo cual acorta lead times, reduce manipulación y puede disminuir el desperdicio.
La impresión flexo-digital habilita datos variables (serialización, QR/DataMatrix, versiones), lo que se vuelve crítico para trazabilidad, campañas, y gestión de portafolios con alta rotación de SKUs.
El inkjet industrial agrega consistencia en tirajes cortos y reduce costos de tooling en trabajos donde la preparación flexo no se amortiza. En equipos como Labelfire, además, se reporta impresión en amplio rango de sustratos y, en muchos casos, sin pretratamiento; en Aqua 330R Hybrid se destaca compatibilidad con materiales y control de web para productividad.
La automatización (memoria de trabajos, ajustes repetibles de tensión, inspección, color management) tiende a empujar plantas hacia modelos “smart press”, que reducen variación operativa entre turnos y mejoran repetibilidad.
Desventajas y retos
El híbrido introduce complejidad. No se trata de “sumar una unidad digital”, sino de coordinar web handling, registro entre tecnologías y compatibilidad tinta–sustrato a través de múltiples estaciones. Si el control de tensión y registro no es sólido, la ganancia de productividad se diluye en scrap y retrabajos.
La gestión de color se vuelve más exigente: spot/brand colors, gamut extendido, blancos (flexo vs digital) y consistencia entre módulos requieren disciplina de calibración, medición y perfiles. En sistemas como Labelfire se plantea estabilidad de espacio de color y cobertura Pantone simulada alta; aun así, la planta debe establecer criterios de verificación y aceptación.
En empaques regulados (especialmente alimentos), la elección entre UV y acuoso no es “preferencia”. Depende de migración, curado/secado, barreras del sustrato y evaluación del uso final. Hay riesgos potenciales de UV por fotoiniciadores/migración si el sistema no está correctamente formulado y curado, lo cual obliga a controles y tintas low-migration según su aplicación.
Finalmente, la economía del híbrido depende de la mezcla real de trabajos. Si la planta tiene casi todo “largo y estable”, una flexo convencional puede seguir siendo insuperable en costo por metro. El híbrido crea ventaja cuando el portafolio exige variabilidad, rapidez y valor agregado en acabados.
El inkjet industrial aporta consistencia a tirajes cortos y reduce los costos de tooling.
Buenas prácticas para implementar impresión flexo-digital con éxito
En plantas con experiencia en flexografía, la adopción híbrida funciona mejor cuando se trata como un proyecto de proceso, y no solo de la compra de equipo. Primero, califique el flujo de datos: defina cómo entran pedidos (MIS/ERP), cómo se procesan PDFs y VDP, cómo se generan códigos (GS1 cuando aplica) y cómo se verifican. La idea es evitar soluciones alternativas manuales que rompan la promesa industrial del híbrido.
Además, establezca estándares de sustratos y tinta: haga una matriz de compatibilidad por familia (papeles recubiertos, BOPP, PET, etc.), energía superficial/corona y condiciones de secado/curado; en UV, cuide variables de curado; en acuoso, cuide secado y resistencia final.
Tercero, trate registro y tensión como KPI de negocio: mejores sistemas de control reducen scrap y habilitan velocidades más altas; en híbrido, donde el registro entre tecnologías es crítico, esto se vuelve aún más determinante.
Cuarto, diseñe su estrategia de calidad: inspección en línea, criterios de aceptación para códigos 2D, monitoreo de defectos (banding, ghosting, registro) y acciones correctivas. Los sistemas que integran cámara/algoritmos para compensación de boquillas evidencian hacia dónde evoluciona el control de calidad en inkjet industrial.
En conjunto, la flexografía híbrida y la impresión flexo-digital no son “solo otra tecnología”. Son una forma distinta de diseñar el flujo para responder a un mercado donde los portafolios crecen, los plazos se acortan y los requisitos de trazabilidad y personalización aumentan. Esa es la razón por la que el híbrido está reconfigurando, de forma práctica, la producción moderna de etiquetas y empaques.